
1翼子板前尖角处与前盖匹配问题
1.1原因分析
实际装车测量评价右侧翼子板前尖角处高于前盖1.2 mm,如图1(a)所示,其匹配标准为(-0.2±0.5)mm(前盖低),查看冲压翼子板单件测量报告,如图1(b)所示,显示单件前尖角处型面尺寸高1.2 mm左右。分析制件尺寸偏差的原因,首先确认尺寸发生偏差的工序,需对比工序件的尺寸变化量,三坐标测量方法无法测量工序件,采用GOM扫描对比制定方案:前后工序进行对比,得到制件在每个工序的尺寸变化趋势,以确认制件发生偏差的工序。

图1 翼子板前尖角处与前盖匹配超差
采用GOM扫描结果分析:OP30修边应力释放后制件尺寸变化较大,但OP40灯口一次翻边后,制件尺寸出现1.5 mm超差,OP50灯口精修边后尺寸好转0.5 mm,OP60二次翻边后尺寸进一步好转0.5 mm,OP70尖角包角和OP60二次翻边尺寸变化不大,可确定尺寸超差的工序为OP40灯口一次翻边,导致尖角处回弹上翘,如图2所示。

图2 GOM扫描数据对比分析示例图
1.2尖角处尺寸更改风险评估
尖角处工艺设计为3道翻边工序,OP40一次翻边工序与发动机机罩匹配区域轮廓及灯口区域进行预翻边,如图3(a)所示,OP60二次翻边工序进行灯口轮廓与一次翻边接刀,如图3(b)所示,OP70包角工序进行尖角处包角以保证尖角的圆润度与直线度,确保尖角处的翻边稳定性,如图3(c)所示。尖角处尺寸的改变可能会导致翼子板局部应力分布发生变化,如果新的尖角处曲率半径变小,应力集中现象可能会加剧,更改部位易出现裂纹甚至断裂,影响翼子板结构完整性和安全性,还可能使翼子板的冲压成形工艺变复杂。较小的尖角半径需要更大的冲压压力和更精确的模具来控制,在冲压过程中,模具零件与翼子板材料的接触和摩擦情况会因尖角处尺寸的改变而不同。新的尖角形状可能导致模具零件局部受力更集中,加速模具零件的磨损,缩短其使用寿命,增加其断裂的风险。

图3 翼子板尖角处工艺设计
1.3尖角处尺寸更改措施
尖角处尺寸更改采取如下措施。
(1)尖角处凸模型面下沉,针对尖角处尺寸超差区域进行凸模型面的研修。对以前成形制件尖角处的模具零件切割,更改成样板,如图4(a)所示,根据尺寸超差点位进行描点,利用砂轮机合金铣刀头研磨凸模型面下沉以更改基准,如图4(b)所示,再利用砂轮机进行精确打磨研修,研修过程中借助凸模研修专用刀口尺及研板辅助找准凸模尖角处型面弧度,确保凸模着色及符形,如图4(c)所示。

图4 尖角处凸模尺寸整改
(2)上模压料板烧焊,做强压符形,更改前需确认尖角处区域翻边压料板着色情况,预留着色样件。针对尖角处下沉区域上模压料板同步做强压符形,按照凸模型面的弧度基准配合研配上模压料板,如图5所示。

图5 上模压料板整改
(3)将工序件逐步往后工序OP50、OP60、OP70成形确认,着重确认尖角处二次翻边及包角状态。
1.4尖角处尺寸更改效果验证
更改后实际装车测量由改进前1.2 mm降至0.3 mm,如图6(a)所示,单件尖角处尺寸由改进前高1.2 mm达到更改后高0.5 mm,如图6(b)所示,达到改进效果。

图6 尖角处尺寸更改后实车匹配状态及单件测量
2翼子板虎口与前盖匹配间隙问题
2.1原因分析
装车测量评价左侧翼子板与前盖间隙超差最大4.0 mm,如图7(a)所示,匹配标准为:(3.3±0.5)mm,查看冲压翼子板单件测量报告轮廓尺寸短约0.2~0.64 mm,如图7(b)所示。
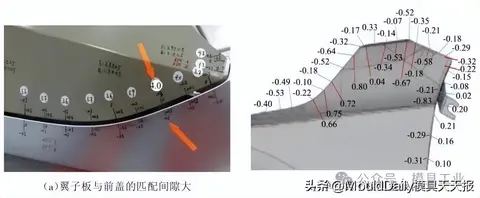
图7 翼子板虎口与前盖匹配间隙问题
2.2风险评估
评估更改翼子板虎口轮廓难度较大,凸模单薄,如图8(a)所示,强度不足,OP40凸模型面着色差,如图8(b)所示,对其反复焊接,焊接后的虎口区域表面存在波浪,如图8(c)所示,若更改轮廓容易造成表面质量进一步恶化,综合风险点分析,采用更改前盖外板翻边轮廓以弥补匹配间隙。

图8 凸模及单件光影状态评估
2.3更改措施
(1)更改前盖外板。OP50工序采取翻边凸模轮廓加长、压料板加长,如图9(a)方框所示,翻边镶件去量研修,如图9(b)方框所示,压料翻边镶件去量研修、托料器位置更改、下模凸模轮廓焊接加长,如图9(c)方框所示。

图9 OP50翻边更改
OP60工序采取压料板轮廓加长,如图10(a)方框所示,翻边镶件去量研修,如图10(b)方框所示,斜翻凸模轮廓加长,与OP50轮廓匹配,如图10(c)方框所示。
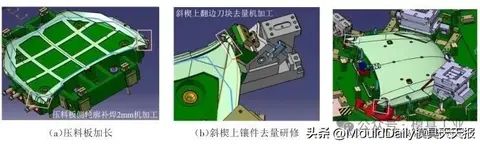
图10 OP60侧翻边更改
(2)更改前盖内板。外板轮廓加长后导致内外板压合边间隙大,需要同步将前盖内板法兰边切边尺寸加长以确保总成压合边的间隙,如图11所示。

图11 前盖内板依据内外板压合边情况进行更改
2.4更改效果验证
更改后单件前盖外板及内板无问题,试装总成确认也无问题,前盖外板轮廓尺寸更改加长验证,试装车评价翼子板与前盖匹配间隙评价达到要求,如图12所示。

图12 总成试装匹配状态
3翼子板与前保险杠匹配间隙问题
3.1原因分析
左大灯与汽车保险杠匹配局部间隙0.25~0.4 mm,间隙过小(标准为(0.8±0.5)mm),容易干涉,如图13(a)所示,通过查看单件翼子板轮廓报告,轮廓尺寸短约0.6 mm左右,如图13(b)所示,这是导致干涉的直接原因,焊装工艺按照将翼子板整体上调能够保证保险杠的间隙。

图13 翼子板与前保险杠间隙小
3.2风险评估
在原有翼子板模具基础上,对灯口区域进行局部轮廓延伸更改,通过增加一段过渡区域,将灯口轮廓逐步加长。过渡区域的形状和角度需根据车辆整体造型和空气动力学要求进行设计,确保延伸部分与原翼子板自然衔接,减少突兀感及保证过渡R角的平顺性。翼子板灯口翻边轮廓更改必须考虑是否有过拉深现象,关键是为了避免轮廓重叠、保证材料充足、控制成形缺陷,最终适配后续工序与模具,避免制件报废或模具损坏。首先需确认翼子板拉深数模,如图14(a)所示,为适配制件设计变更(制件轮廓需加长0.6 mm),设计时需考虑翻边轮廓线,距离过拉深线1.01~1.2 mm,如图14(b)所示,才能满足轮廓加长0.6 mm的更改条件,且必须保证翻边轮廓线到过拉深线的距离≥1.0 mm,否则后续更改轮廓会和前工序成形线重叠,导致模具损坏或制件产生缺陷。

图14 排查分析过拉深数据
3.3更改轮廓措施
翼子板灯口处翻边成形工序如图15(a)所示,更改的目的是对翻边轮廓进行加长,以改变单件的轮廓形状。以翻边凸模为基准更改样板件,对凸模进行对应数值的烧焊加长,凸模0~100 mm区域加长0.6 mm,100~120 mm做平缓过渡,如图15(b)所示,对应上模翻边凹模镶件按照凸模补焊区域位置同量砂轮机打磨去量,且研修过程中保证凹模镶件的垂直度状态,如图15(c)所示。

图15 凸模轮廓更改方式
凸模按照样件位置进行烧焊研修并做基准,如图16(a)所示,以凸模为基准贴胶带并进行着色研修,如图16(b)所示,控制间隙为材料厚度的 1.05~1.15倍,进行调试凸凹模的翻边间隙,根据上模凹模镶件的着色情况进行凹模镶件的研修,如图16(c)所示。

图16 凸模轮廓研修方式
3.4更改效果验证
对翼子板灯口轮廓加长后的制件进行检测,检测翼子板表面是否存在划伤、变形、波浪等缺陷,如图17(a)所示,包括尺寸精度检测,使用三坐标测量仪等检测翼子板和灯口的关键尺寸是否符合更改要求,如图17(b)所示。翼子板轮廓更改后,由于灯口轮廓加长,原有的灯组可能无法适配新的灯口尺寸,需对灯组进行重新设计或调整,确保灯组与加长后的灯口轮廓配合。同时要保证灯组的照明性能不受影响,对灯光的角度、亮度等参数进行重新调试和校准。翼子板灯口轮廓加长后,实际装车跟保险杠区域的匹配间隙由改进前的0.25~0.4 mm加大至0.8~1.0 mm,如图17(c)所示,干涉消除。
4翼子板尖角处经验总结
4.1翼子板尖角处凸模材料选用
多款车型的翼子板尖角处存在尺寸超差,翼子板尖角处结构复杂,调试较敏感,对结构稳定及着色要求较高,尖角处太长、太锐导致强度不足,成形凸模尖角处易磨损、折断。汇总以往车型翼子板尖角处的凸模材料,不管是1.2333空冷钢,还是1.2379合金钢或SKD11合金钢,均在长期生产过程中导致频繁磨损及折断。材料的选择对尖角处凸模的使用寿命影响较大,经过对4种材料的性能对比以及实际使用经验,发现NOGA这种高碳高铬的合金工具钢,热处理后具有较高的硬度、良好的韧性、耐磨性和使用寿命长,对于狭长、尖锐造型凸模材料的选择,推荐使用NOGA材料。

图17 翻边轮廓更改后的整体效果确认
4.2设计优化
合理设计尖角处形状,优化成形翼子板尖角处镶件的几何形状,避免出现尖锐的内角和过小的圆角半径,以减少应力集中。适当增大尖角处的圆角半径,能使应力分布更均匀,降低尖角部位在使用过程中出现裂纹和磨损的可能性。在镶件设计中,可以增加一些加强筋或加强板结构,这些结构能提高镶件的整体刚度和强度,使其在承受外力时更不容易变形,提高耐磨性。
4.3热处理
在镶件表面涂覆耐磨涂层,如氮化钛(TiN)、碳化钨(WC)等硬质涂层,这些涂层具有高硬度、高耐磨性和良好的耐腐蚀性,能有效提高镶件表面的硬度和耐磨性,同时还能起到一定的润滑作用,减小摩擦系数。对金属镶件进行化学处理,如渗碳、渗氮等,通过这些处理方法,可以在镶件表面形成一层硬度高、耐磨性好的渗层,提高表面的强度和耐磨性,同时保持心部的韧性。
▍原文作者:包云发李承鼎陆明时培新胡磊
▍作者单位:一汽-大众汽车有限公司 佛山分公司

 渝公网安备50010502503425号
渝公网安备50010502503425号
评论·0